一根鑽針的極限:機械鑽孔在矽光子與先進封裝中的物理瓶頸
為什麼AI伺服器需要從「機械鑽」轉向「雷射鑽」

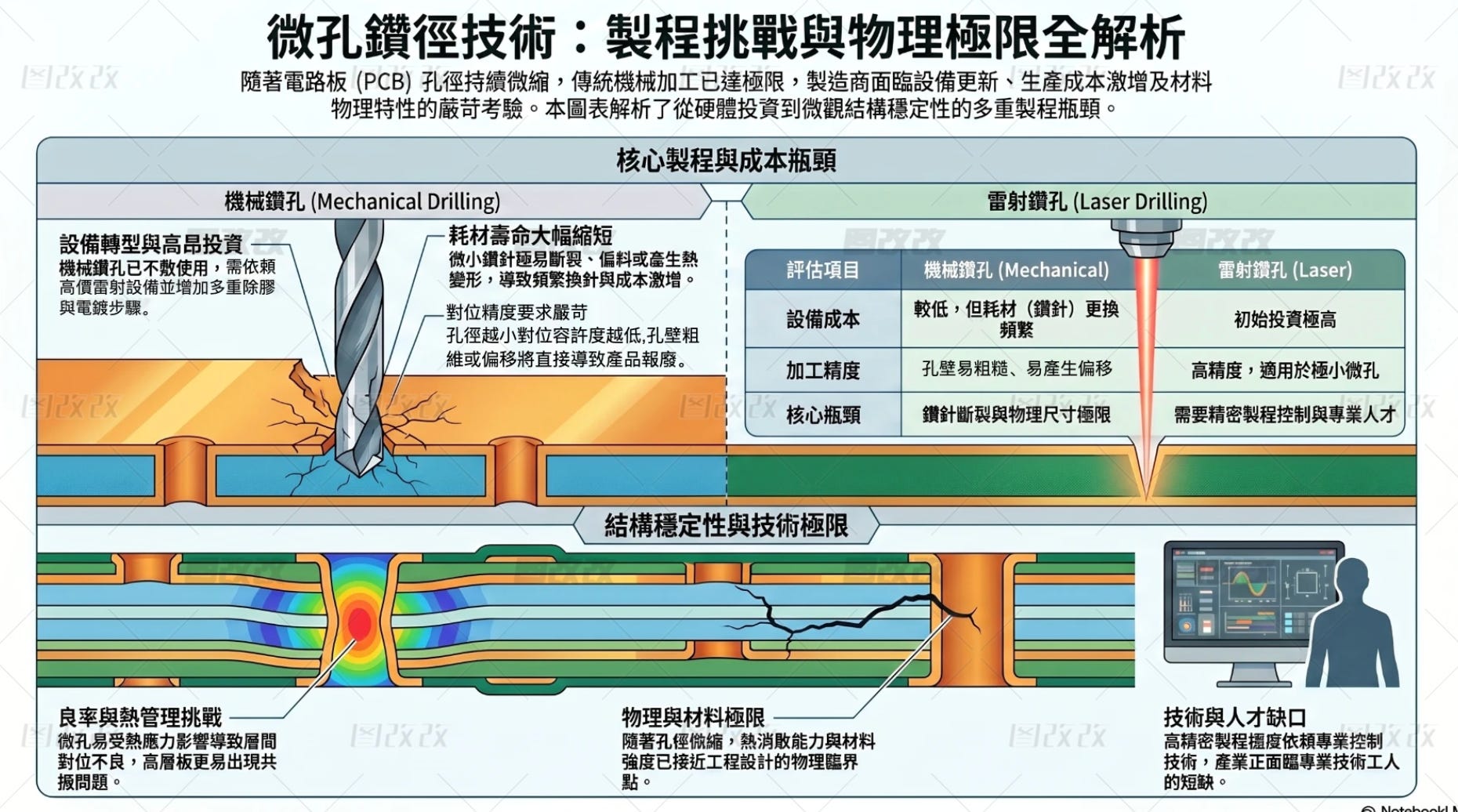
5G、AI伺服器、高效能運算、矽光子等已經是確定的趨勢,在加工製造載板現階段主流仍是是機械鑽孔,但在大多數高密度先進應用中,已經被雷射鑽孔大幅取代,甚至未來很可能在微小孔徑領域「機械鑽針鑽孔會被邊緣化」。
小孔趨勢的優點與挑戰:
優點:
更高佈線密度:更小的PCB尺寸、更多功能。
訊號傳輸效能更好:可縮短訊號路徑、減少干擾,提高訊號完整性與傳輸速度,特別適合5G、高頻高速、AI應用。
產品輕薄化與小型化:支援更薄的板材與更細的線寬,幫助終端裝置實現更輕、更薄的設計(如折疊手機、穿戴裝置)。
挑戰與機會:
製程難度大幅增加:孔徑越小,鑽孔對位精度、孔壁品質要求越高,容易出現孔壁粗糙、斷裂或偏移等問題。機械鑽孔已逐漸不敷使用,必須仰賴昂貴的雷射設備。
成本上升:雷射鑽孔機投資高、小孔也代表著更多雷射步驟 + 更嚴格的除膠渣/電鍍製程。
良率與可靠性挑戰:小孔容易受熱應力、材料膨脹影響,導致層間對位不良或訊號衰減。高層數板(多層板)的小孔更易出現共振或熱管理問題,影響產品長期穩定性。
技術與人才瓶頸:需要高精密設備與專業製程控制,技術工人短缺;此外,隨著孔徑持續微縮,物理極限(例如熱消散、材料強度)也帶來新的工程難題。
機械鑽孔與雷射鑽孔應用領域:
機械鑽孔(Mechanical Drilling)主要應用領域:
機械鑽孔:適合較大孔徑與較厚板材,成本較低,仍是PCB製造的主力之一。
成本敏感產品:消費性電子基礎板、汽車電子(部分)、工業控制、電源供應器等。
其他非PCB領域:金屬零件加工、傳統機械製造中較大孔徑的鑽孔。
雷射鑽孔(Laser Drilling)主要應用領域:
雷射鑽孔:適合極小孔徑與高密度互連,已成為高階PCB的關鍵技術,在新材料趨勢(玻璃基板FOPLP、M9布料也是必須的)
輕薄高性能電子產品:
智慧型手機、平板、穿戴裝置、折疊手機等消費性電子(需極高佈線密度)。
5G設備、AI伺服器、高效能運算(HPC)板。
汽車電子(ADAS、先進駕駛輔助系統)、醫療電子(需高可靠度)。
高頻高速與多層複雜板:訊號完整性要求高、層數多的板,雷射可精準控制深度,避免機械鑽孔的振動與對位誤差。
矽光子與CPO:用於矽中介層TSV、玻璃基板上的電光混合互連、光纖陣列相關微結構、垂直光學導孔。能實現低損耗、高密度整合,解決AI資料中心高速傳輸的功耗與延遲問題。
混合製程中的微孔部分:許多板會「機械鑽大通孔 + 雷射鑽微盲孔/埋孔」,雷射負責HDI堆疊層。
未來趨勢(2027–2030 年):
雷射主導微孔與高密度應用。
混合鑽孔系統(同一台機台可切換機械 + 雷射)越來越普及。
機械鑽孔退守「大孔 + 低密度板 + 成本敏感產品」。
總結:機械鑽針鑽孔有明確物理上限,在高階 PCB 中已被雷射大幅取代,且這個取代趨勢還會繼續加速,但不會完全消失就像汽車有電動車崛起,但燃油車短期內不會絕跡一樣。同時我們可以思考未來矽光子、5G、AI伺服器、高效能運算是否會加速普及?如果會的話你會怎麼做?
下篇會寫台灣雷射玩家與大家分享~
~歡迎留言討論交流~
本文僅為個人研究與產業觀察分享,所有內容僅供學習與資訊交流之用,不構成任何形式的投資建議、投資招攬或買賣推薦。
本文中提及的公司、產業與技術分析僅代表作者在發文當下的個人觀點,可能隨市場環境、資訊更新或研究進展而調整。投資市場充滿風險,任何投資決策都應基於讀者自身狀況,獨立研究判斷。
🫡